
Load Tap Changers: Testing Insulating Liquids
Technical Briefs Randy StebbinsPART 1: HOW DOES OIL AGE IN AN LTC
Testing the oil in load tap changers provides valuable information on the operation of the unit. Monitoring conditions between preventive maintenance inspections is a critical step in preventing expensive maintenance problems and even unplanned outages. This first article in a series will address the aging of mineral insulating oil in an LTC. This aging mechanism is considerably different from that of oil in other types of electrical equipment. Acquiring an understanding of the aging process reveals some of the challenges of maintaining LTCs, but it also presents some opportunities for improving the effectiveness of the overall maintenance program.
The interior of an arc-in-oil LTC is a very energetic environment. There is usually a relatively high level of dissolved oxygen content in the oil. There are frequent discharges (arcing) as taps change while under load. Conditions are harsher compared to those inside other types of electrical equipment. In this environment, 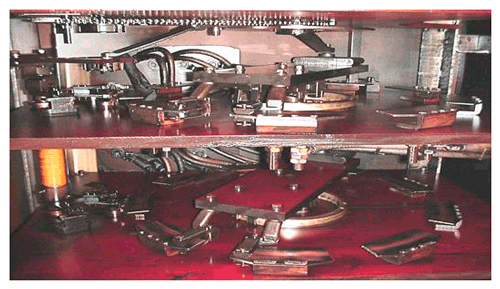 oil does oxidize at a more rapid rate than it does in a milder environment such as inside a sealed and properly maintained transformer. However, unlike oil in transformers, there is a second aging mechanism for oil in LTCs that affects operation of the device, usually long before oxidation proceeds far enough to cause any serious degradation of the oil’s performance.
oil does oxidize at a more rapid rate than it does in a milder environment such as inside a sealed and properly maintained transformer. However, unlike oil in transformers, there is a second aging mechanism for oil in LTCs that affects operation of the device, usually long before oxidation proceeds far enough to cause any serious degradation of the oil’s performance.
As oil ages in a load tap changer, it polymerizes and forms a resinous, varnish-like film over the contacts and mechanism. Viewed with the naked eye, this smooth coating is generally very dark and is often mistaken as a carbon deposit or as evidence of coking. The photo below shows deposits of filming compounds on the contacts of an LTC. The smooth appearance is unlike the typical pebbly surface of a coke deposit after it forms in an electrical device. Notice also those surfaces of the contacts that have been wiped clean and show up as bright areas of relatively clean conductor.
This film is both mechanically and electrically resistive. As filming becomes more advanced, it can adversely affect the efficient operation of the device. Quenching of the arc by the oil becomes less effective if the contacts have a heavy layer of film on them, so the arc is sustained longer on the contact surface. This may cause hot-spot overheating of contacts and result in premature wear. In extreme cases, overheating of the contacts may lead to contact failure.
Filming also occurs over the mechanism of the load tap changer, which provides additional resistance to mechanical movement within the device. As a result, the LTC needs to work harder in order to change. It takes longer for tap changes to be accomplished, which further extends the arcing on the contacts. This additional work results in a general increase in the operating temperature within the device due to mechanical resistance. Overheating can become more severe in cases where filming of the mechanism is more extensive. Delays in completing tap changes may cause resistors in the LTC to also experience overheating. In extreme cases, the operation of the mechanism may be compromised to the point where there is an increased risk of failure of the device due to binding.
Overheating of the contacts and of the mechanism may also lead to coking. Coking is very destructive within an LTC as the hard deposits inhibit proper operation and may lead to contact failure. Also, particles of coke are very erosive to the contact surfaces and may cause premature wear.
In fact, particles from any source, including those caused by the normal wiping of the filmed surfaces during operation of the device, may be incorporated into the film as it forms. These particles are usually very abrasive and generally add mechanical resistance to the proper operation of the mechanism.
In the next installments, this series will discuss the recommended oil tests for LTCs, and the benefits that LTC owners may expect to receive from a properly designed and executed testing program. First up is a discussion on the conditions that may cause film formation to be accelerated in an LTC.
PART 2: WHAT CAUSES ACCELERATED FILMING IN AN LTC?
Part 1 of this series addresses how mineral insulating oil ages in the LTC. As oil ages in a load tap changer, it polymerizes and forms a resinous, varnish-like film over the contacts and mechanism. This segment identifies conditions that cause that filming to proceed more rapidly. It is very important to understand these conditions, since accelerated filming may lead to potentially destructive conditions prior to the end of the normal preventive maintenance interval. If filming is well advanced, arcing may be sustained too long on the contact, causing overheating and premature wear. In extreme cases, this may lead to failure. Similarly, filming of the mechanism will cause the device to work harder during normal changing of the taps under load. These conditions can cause an increase in operating temperature of the device. More importantly, and in extreme cases, filming can become so advanced that it may lead to binding and subsequent mechanical failure of the LTC.
Although oxidation is not generally the most critical aging mechanism of the oil in an LTC, oxidized oil does form film at a more rapid rate than clean, unoxidized oil. Since there is less concern of damage to solid insulation by oil oxidation products in an LTC, the industry has tended to pay less attention to oxidative aging. Most owners use guideline values for acid and interfacial tension that are much less restrictive when evaluating oil in an LTC compared to those they use for oil in transformers. As we began testing for particles and filming compounds in LTCs several years ago, our experience indicates that a better strategy is to use the same acceptable, questionable, and unacceptable ranges for values that we use for in-service oil for transformers. However, recommendations from these values and ranges are interpreted differently than they are for transformer oil. In the case of LTCs, replacing or reclaiming the oil is recommended when the values for acid or IFT become unacceptable (acid number > 0.10 mg KOH/g, IFT < 28 mN/m).
Just as higher moisture content causes oxidative aging of transformer oil to progress more rapidly, elevated moisture content in LTC oil will cause faster filming of the contacts and mechanism. This process is not as clearly defined or documented with LTCs as the effects of higher moisture on the aging of oil in transformers. However, our experience from running particles and filming compounds analysis on oil from load tap changers, and reviews conducted during preventive maintenance of such devices, confirms such a correlation between moisture and filming. Furthermore, high moisture in an LTC leads also to difficulties related to the dielectric strength of the oil and moisture tracking within the device. Unacceptable moisture levels indicate an unacceptable risk of tracking and even dielectric failure of the oil. The values that we use to define unacceptable moisture levels also correspond to those where encountering runaway filming in the device is expected. A moisture content of 60 ppm or greater in an LTC is classified as unacceptable according to our oil classification system.
It was mentioned in Part 1 that film gets rubbed off during the normal operation of the LTC. Movement of the contacts across each other, arcing at the contact surface, and arcing in the oil also produce other types of metallic and non-metallic particles. These particles are incorporated into new film. If the oil has an unusually high number of particles, or if the particles themselves are unusually large, the new film forms more quickly. Incorporating the existing, suspended particles into film as it forms in an LTC can be of particular concern if there are large numbers of metallic or carbon particles. These typically are much more abrasive that the other non-metallic particles generally found in load tap changers. When film forms on the contact surfaces and incorporates metal and carbon particles, normal operation of the device can erode those contacts at an accelerated rate. Similarly, film incorporating such particles is more mechanically resistive on moving parts of the mechanism, having a further detrimental effect on the efficient operation of the LTC.
Incompatible compounds in the insulating oil may also greatly accelerate filming in an LTC. One frequent source of such incompatible compounds is the use of solvents as cleaners during LTC maintenance and inspection to clean the contacts and mechanism. Only hot mineral oil dielectric fluid should be used for this application. Any other material such as brake cleaner, spot remover, chlorinated or aromatic solvents, and paint or lacquer thinner may make film removal easier for the current project. However, the use of these solvents will greatly increase the rate at which the film forms in the future. Further, films from incompatible compounds may frequently be more difficult to remove. So the short-term gain from using such cleaners and solvents is far outweighed by the more frequent need to clean the LTC and the greater difficulty in cleaning the device in the future. If an LTC exhibits an unusually severe filming tendency, there are trouble-shooting oil tests that may be performed to help identify the cause. Our experience is that inappropriate materials used in cleaning account for a large number of these types of problems.
Testing the oil in load tap changers provides valuable information concerning whether the unit may have conditions that can create filming at a rate that may compromise the operation of the unit. These oil tests also indicate other conditions that may require preventive maintenance before the normal or planned scheduled maintenance. Part 3 of this series will address how liquid screen tests, moisture content, and dissolved gas analysis are used to monitor conditions between preventive maintenance inspections and what abnormal results from these tests may indicate.
PART 3: LIQUID SCREEN TESTS, MOISTURE CONTENT AND DISSOLVED GAS ANALYSIS
Part 2 of this series addresses how conditions inside a load tap changer may cause accelerated filming as the oil ages. Also identified are the negative effects that filming has on the efficient operation of the device, and how filming may create a need for a shorter maintenance interval. This segment covers some of the tests needed to monitor that process: Liquid Screen, Moisture Content Analysis, and Dissolved Gas Analysis.
The Liquid Screen Test package for LTCs includes the same analyses performed in a liquid screen test package for transformers. They are also both conducted for similar reasons. Neutralization number (acid number) and interfacial tension (IFT) are both accurate, direct measures of oil oxidation. The acid number increases while IFT decreases as the oil ages and oxidizes. As discussed in a previous segment, when these values are within the ranges that are classified as unacceptable in a load tap changer, the oil has oxidized to the point where filming starts to advance much more rapidly. The D877 Dielectric Breakdown Voltage (flat disk electrodes) is a useful test to detect several contaminants such as very high moisture and particles. Since oil changes in color as it ages, this is usually not quantitative enough to be of diagnostic value on its own. Visual examination for appearance characteristics such as color and sediment are much more useful for evaluating contamination by free water, excessive particles, and heavily carbonized oil. As with the acid number and IFT, unacceptable classification for color, appearance or sediment also indicates a need for corrective action.
Testing for moisture content by coulometric Karl Fischer titration is essential for monitoring the water content of the oil within the load tap changer. Moisture values that are classified as unacceptable indicate a high enough quantity of moisture present to greatly accelerate the filming of the oil onto the contacts and mechanism. In addition, unacceptable moisture content greatly increases the risks of electrical tracking and even dielectric failure within the device. Unlike typical moisture parameters in transformers—where moisture saturation in the oil and moisture content in the solid insulation present a concern—in LTCs moisture measured simply in parts per million (ppm) is more telling. Moisture content confirmed to be over 60 ppm indicates a need to perform maintenance and reduce the hazards that high moisture presents.
The utilization of Dissolved Gas Analysis (DGA) has been a useful tool for evaluating the condition and operation of transformers since the mid-1970s. The use of this analysis to evaluate LTCs does not have a lengthy history but is proving to be of considerable value for indicating needs for inspection and maintenance. The generation of acetylene and hydrogen is expected as a load tap changer operates normally. As the unit changes positions, arcs between contacts occur and are quenched by the insulating liquid. Acetylene and hydrogen are formed by these transient arcs. Many LTCs have breathers to allow for the escape of the hydrogen—which is not very soluble in insulating oil—to prevent the buildup of explosive conditions in the gas space of the device. If the arc is being quenched efficiently, DGA will indicate increasing values for acetylene. Increases for the other gases should be small in comparison if the LTC is operating normally.
Abnormal operation of an LTC will cause the unit to have abnormal gassing. The gases of concern are ethylene, ethane and methane. Ethylene is formed in insulating oil within an energized LTC by temperatures exceeding 300°C. Significant generation of ethylene starts at around this temperature and increases up to a poorly defined peak temperature. Generation of ethylene begins to decline at temperatures higher than this peak. Under normal conditions—where typical arcing between contacts is occurring and is being quenched in a timely fashion—much more acetylene than ethylene will be dissolved in the oil. If the arc is sustained for an extended period of time, the resulting hot spot will cause additional ethylene to be generated, and the relative amount of ethylene compared to acetylene will increase. Other abnormal conditions that may cause the generation of ethylene include contacts being poorly aligned so that a smaller surface area on the contact is used to conduct the rated current of the device, resistors (in resistive type LTCs) being overloaded or overheated in excess of their design parameters, and coke formation.
Ethane and methane are also formed under abnormal conditions. When the contacts are overheated by hot spots, ethylene, ethane and methane are generated and dissolved in the oil in unusually high quantities. Another key factor is the filming of the mechanism of the load tap changer, which causes it to work mechanically harder in order to continue to change taps. Increased heat is the inevitable result of the additional friction introduced by the buildup of film on the mechanism.
Analysis of dissolved gases in oil from LTCs is well established, and guidelines for interpretation of the gas profiles are being established by industry groups such as IEEE. Standardization of these guidelines has been challenging because of an apparent lack of universal patterns to abnormal gassing. Different manufacturers—and even different models for the same manufacturer—sometimes have widely differing gas profiles that could all be legitimately characterized as normal. SDMyers has assembled a large database of test results from different models of load tap changers and has developed a system for diagnosing the conditions within these devices. SDMyers has contributed this database to leading industry groups to aid in the collective effort of consolidating technical guidance for LTC owners.
In summary, routine analysis for the Liquid Screen Tests is performed (1) to identify immediately hazardous conditions arising from contamination and other key problems and (2) to evaluate whether the potential for rapidly worsening filming exists due to the condition of the service-aged oil. Moisture content determination evaluates the risks for accelerated filming and thus increased risks of dielectric failure or moisture tracking. Dissolved Gas Analysis is useful for evaluating whether overheating of the contacts or the mechanism is an indication of abnormal operation. Abnormal results for any of these tests may indicate a need to perform preventive maintenance and an internal inspection of the device.
The next section in this series identifies another tool for testing LTCs and for improving overall system reliability: particle count distribution.
PART 4: PARTICLE COUNT DISTRIBUTION
Part 3 of this series addresses some of the tests that are routinely performed on insulating liquid from load tap changers: Liquid Screen, Moisture Content, and Dissolved Gas Analysis. Routine testing for the particles found in the oil also provides critically important information. Particles and Filming Compounds Analysis includes two separate analyses – particle count distribution and analytical ferrography. This segment focuses on particle count distribution for load tap changer insulating liquid samples.
Particle counting—both total count and size distribution—is performed according to ASTM Standard Method D6786. The automatic particle counter optically senses and then analyzes a test specimen of insulating liquid. It counts and assigns standard sizes to a representative group of particles. The total number of each size in a given volume of oil is calculated, and the values are reported as size distribution in particles per milliliter for each size range. Older or non-standard methods may have reported particles per 10 mL or 100 mL, and this change in the reporting method must be considered when evaluating past history.
Particle count distribution results are reported graphically, like this example:
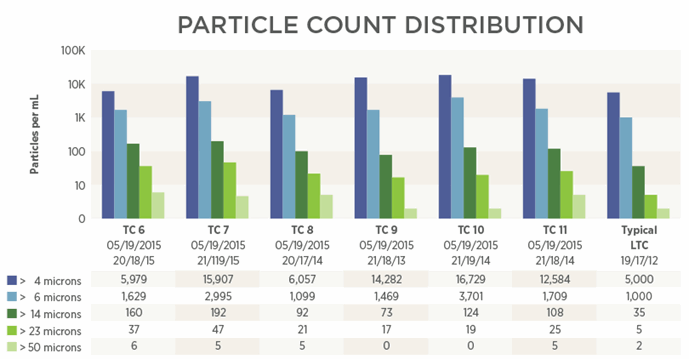
The graphic above is from the analysis of oil samples from six load tap changers. Below the TC identifications and sample draw dates, each set of results is characterized by a rating of the distribution according to ISO Method 4406. The first (and largest) value in the rating is based on the number of particles per milliliter larger than 4m is listed as microns in the data table). Similarly, the middle value is based on the number of particles per milliliter larger than 6 m, and the last (and smallest) value is based on the number of particles per milliliter larger than 14 m. Although developed primarily for applications involving lubricating oils, these ISO ratings can be easily adapted for insulating oil applications and are discussed in the ASTM standard method.
The far right column in the graphic indicates what a typical particle count distribution for a load tap changer should be—one that is considered acceptable for an arc-in-oil device. Typically, if the values for > 6 microns and > 14 microns are within the appropriate typical ranges, elevated or high values for > 4 microns are usually of little concern. However, high values for the larger size ranges, > 23 microns and > 50 microns, are generally of greater concern. In addition to this base outline, changes since the last analysis, and trends upward—in particular—also affect interpretation of particle count data.
The most significant source of particles suspended in the insulating oil of an LTC is the filming of the oil. The film accumulates over time as deposits on the contact surfaces. Under normal operation of the LTC, this deposited material is wiped off and sent into the oil as small particles. These small particles typically stay suspended in the oil until they are reincorporated into new film as it forms in the device.
Another significant source of particles in an LTC is carbon formation in the oil due to the natural arcing that occurs as the contacts change position. Carbon particles are also incorporated into film as the insulating oil ages in the device. During normal operation of an LTC, these small film and carbon particles will be noted primarily in the > 4 microns and > 6 microns values and will generally not cause those values to become excessively high. As filming becomes more advanced, or if the LTC operates much more frequently than usual, values for these two smaller ranges increase. More significantly, much greater values for the larger size ranges are also noted when filming becomes more advanced.
Industry standards for evaluating particle count distribution results for load tap changer insulating liquids are not very well established. The SDMyers laboratory uses our own experience and database to evaluate particle count results from insulating oil in electrical equipment. For many years these results were compared to actual field data gathered during LTC servicing. As noted above, we have established ranges that we consider to be typical and acceptable.
Increased values for particle count are categorized in various size ranges as elevated, high, very high and extremely high, which is rarely used. This is typically for the larger size ranges and can represent a hazard of failure of the device due to serious problems such as binding.
Particle count distribution provides valuable information concerning the condition of a load tap changer, particularly the rate at which film is both forming and subsequently being disrupted during operation of the device. There is also a second powerful tool for characterizing particles found in a load tap changer—analytical ferrography—that describes the composition and sources of the particles found. This is the focus of the next section in the present series.
PART 5: ANALYTICAL FERROGRAPHY
Part 4 of this series addresses particle count analysis, one of the two tests that collectively are designated as particles and filming compounds analysis. This segment covers the other analysis: analytical ferrography.
The purpose of analytical ferrography is to determine not only how many particles in the various size ranges are present, but also what those particles are comprised of, and what conditions may have caused their formation. Analytical ferrography has been used for many years to evaluate lubricating oils while looking for wear particles. The same techniques also provide valuable information when applied to insulating liquids, and especially to insulating oil from load tap changers.
Ferrography includes a microscopic examination of the insulating liquid, and the preparation of the microscope slide is the key to the value of the information that this examination yields. During slide preparation, oil flows across the slide, which is subjected to a magnetic field. This facilitates a separation of the particles by composition into metallic and non-metallic particles and further segregates metallic particles into ferrous (iron-containing) or non-ferrous. The microscopic examination also gives an indication regarding the conditions that caused the particles to be formed.
Ferrography yields information on the following types of particles:
Carbon particles Cutting wear particles Insulation particles and fibers
Nonferrous metals Arcing spheres Dirt and debris
Ferrous metals Overheated metal particles Film particles or varnish
Sliding wear particles
Arcing creates carbon particles in the oil, so carbon particles are expected to be found. As the number or size of carbon particles increases, this is of more concern. Since the carbon particles incorporated in the film are abrasive, their presence causes premature wear to the contacts. This can cause overheating, accelerated contact erosion, or even failure in extreme cases.
Nonferrous metal particles in an LTC are generally conductor material removed from the contact surfaces. Normal operation creates sliding-wear particles and arcing spheres. These are not usually of much concern unless the number and size of the conductor metal sliding wear and arcing particles increase substantially.
In contrast, ferrous metal particles are almost always of significant concern when found in LTC oil analysis. Iron-containing components (steel) in load tap changers are not designed to be consumable, so normal operation should not create many ferrous particles.
Cutting wear metal particles, whether ferrous or nonferrous, are of concern. These particles are formed when the edges of two metal surfaces move across each other. That generally happens only when there is something mechanically wrong with the LTC.
Overheated metal particles do not include arcing spheres. Instead, these are more irregularly shaped metal particles, caused by either sliding wear or cutting wear. After formation, these particles encounter very high heat that distorts (and may even fuse) the edges of the particles. This can happen under normal circumstance when a suspended metal particle gets in the way of an arc during operation of the device. However, if the incidence of these particles increases, this can be an indication of abnormal operation.
Other nonmetallic particles include insulation particles and fibers, dirt and debris, and film (varnish) particles. Among these, little is expected in the way of insulation, dirt or other debris. Film particles are almost always present. The relative size of these particles can be used for diagnostic purposes. The more advanced the development of filming, the larger the particles of film that are noted in the analysis. When this occurs, the operation of the device is impeded, creating abnormal conditions in the LTC that are generally of concern.
Particle count distribution data and the analytical ferrography results are considered and interpreted together. If there is a clear conclusion from evaluating data that potentially hazardous conditions are present in the device, the preventive maintenance interval should be shortened. This allows the LTC to be cleaned and inspected in order to evaluate and correct the abnormal conditions. If conditions are not so definitive, it may be advisable to monitor the LTC more frequently than with just annual testing of the insulating liquid. In such cases, it is always recommended to retest both the particles and filming compounds analysis and the dissolved gas analysis at the shorter interval. Each of these important tests is sensitive to a distinct group of conditions in the LTC, so monitoring and testing is much more complete when both are conducted simultaneously.
Just as vacuum interrupter LTCs do not generate much combustible gas, these devices also do not produce a significant quantity of particles. The oil in a vacuum LTC should continue to be free of any suspended particles, or the operation of the device should be reviewed. In such instances, maintenance may be necessary.
Particles and filming compounds analysis should be performed as routine monitoring tests for the insulating liquid in LTCs along with the Liquid Screen, Moisture Content, and Dissolved Gas Analysis. For abnormal conditions not involving either rapid aging of the oil or high moisture, closer monitoring of load tap changers should include Particles and Filming Compounds Analysis and Dissolved Gas Analysis. When results indicate that an inspection or early maintenance should be performed, it is critical that the unit be thoroughly cleaned and inspected while the oil is replaced or reclaimed. After cleaning and inspection, worn or damaged components should be repaired or replaced as appropriate.
Part 6 in this series describes performing these particle analysis methods on insulating oil samples from other types of electrical equipment.
PART 6: PARTICLES ANALYSIS — OTHER EQUIPMENT TYPES
Previously in this series, we have discussed particles and filming compounds analysis, incorporating both particle count distribution analysis and analytical ferrography, applying the discussion primarily to insulating liquids from load tap changers. In this segment, the discussion turns to applying these analyses to other equipment types and insulating oil applications. We will start by discussing particle count distribution analysis for in-service oil-filled circuit breakers (OCBs), switches, and transformers.
Aside from the load tap changer applications for particles and filming compounds analysis, the most frequent use of particle count distribution analysis in the SDMyers laboratory is for insulating liquid samples from oil-filled circuit breakers and switches. For these devices, the concern is that these units generate increasing numbers of particles as the oil ages while in service. These kinds of equipment are also subject to mechanical failure due to excessive numbers of particles, particularly very large particles.
The typical and acceptable distribution for LTCs is also used for OCBs and switches. (Please refer to the graphic table in Part 4 on page 6 of this series.)
When interpreting the particle count results, there is not as much concern with the upward trending of the values for the size ranges. However, the particle count distribution is monitored much more closely when the values for > 6 microns exceed 10,000 particles/mL. Timely maintenance is recommended when this value reaches 50,000 particles/mL or when the larger size ranges reach ten times the typical and acceptable values. Extremely high values for small particles and very high values for larger size ranges greatly increase the hazard of failure due to binding.
Moisture Content and Dissolved Gas Analysis are generally considered to be optional tests for OCBs and switches. Routine, annual testing of insulating liquid should include the Particle Count Distribution and the Liquid Screen Tests which give much more valuable results.
Switches and OCBs that operate frequently should also be subject to regular preventive maintenance, including periodic oil service and internal inspection and cleaning. An optional use of Dissolved Gas Analysis for this equipment is to better define whether these devices are operating frequently enough to warrant the recommendation of such a PM program. Because of the mechanical failure modes for OCBs and switches, acceptable results for oil tests are no guarantee that the equipment will continue to perform adequately. Some manufacturers for oil-filled switches have recommended removal of their devices from service and replacement by devices using alternate technologies.
As is the case with vacuum interrupter load tap changers, switches that operate inside a vacuum interrupter use oil as a cooling medium. However, dissolved gases and particles are generally not created in the insulating liquid as a result of the arcing within the vacuum bottles. In these cases, particle count distribution values are usually extremely low, and dissolved fault gases are not generated. Any presence of particles or dissolved fault gases in such a unit will generate a recommendation for investigation.
Particle Count Distribution Analysis is generally not conducted as a routine test for in-service transformers. Transformers will develop lower levels of particles than other electrical equipment, and these levels are typically not much of an issue during operation. However, Particle Count Distribution Analysis is frequently conducted on in-service transformers where there are questionable or unacceptable values for dielectric breakdown voltage. In particular, if the D1816 method using VDE spherical electrodes has been performed and shows values that do not meet the guidelines (as listed in IEEE Standard C57.106, Guide for Acceptance and Maintenance of Insulating Oil in Equipment), Particle Count Distribution Analysis can be used as a diagnostic tool to help identify the conditions causing the poor D1816 values. Dielectric breakdown voltage results using this method can be depressed by moisture in the oil, by oxidation and aging, and by some forms of contamination (including particles in the oil), all of which may be considered to be detrimental to the continued health of the unit. D1816 values may also be depressed by dissolved gases in the oil. For units that have either a static or a continuous inert gas blanket, the values may be depressed to result in dielectric breakdown voltage values below the recommended guidelines, even if all of the other conditions listed above (moisture, aging, and contamination) are within acceptable ranges.
When low D1816 results are obtained during routine oil tests, the other results (Liquid Power Factor, Moisture Content, Acid Number, Interfacial Tension, etc.) are cross-referenced to help diagnose the 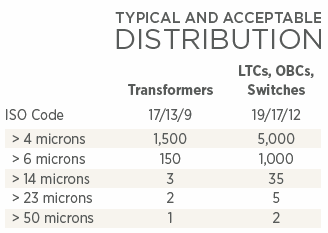 cause. If a review of the other results does not completely identify the cause of the values that are of concern, higher than normal particle content of the oil may be suspected. To confirm this, the appropriate recommendation may be to include a Particle Count Distribution Analysis at the next routine sampling interval.
cause. If a review of the other results does not completely identify the cause of the values that are of concern, higher than normal particle content of the oil may be suspected. To confirm this, the appropriate recommendation may be to include a Particle Count Distribution Analysis at the next routine sampling interval.
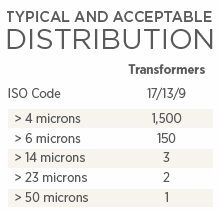
There is no established standard for particle count distribution values for in-service insulating liquids in transformers. SDMyers uses the table at the right as a typical and acceptable distribution based on our database of values and experience (compared to values for other equipment types previously discussed).
The next section of this series will cover current efforts to establish a standard for particle count values in new transformers. The segment will conclude with a review of some cases in which these analyses have been used to diagnose and identify causes of apparent problems in newly installed units.
PART 7: PARTICLES ANALYSIS — CONSCLUSION
Among other topics, this series has addressed particles and filming compounds analysis. The current discussion will cover some standards activities concerning these analyses, as well as a couple of real life cases that were unusual applications for particles and filming compounds analysis.
Particle Count Distribution Analysis and analytical ferrography have been widely used in electrical insulating liquids over the past several years. SDMyers began offering Particle Count Distribution Analysis in 1999, and Particles and Filming Compounds Analysis in 2002. Although there have been some sporadic efforts by commercial laboratories and owners of large transformers to establish some industry standards for technical guidance regarding the use of these analytical methods, there has been nothing firmly established to date.
ASTM International has a standard test method for Particle Count Distribution Analysis entitled D6786 – Standard Test Method for Particle Count in Mineral Insulating Oil Using Automatic Optical Particle Counters. The International Standards Organization has two applicable standards, (1) ISO 4406 – Hydraulic fluid power – Fluids – Method for Coding the Level of Contamination by Solid Particles – and (2) ISO 11171 – Hydraulic fluid power – Calibration of Automatic Particle Counters for Liquids. ISO 4406 includes the rating system SDMyers uses as part of the evaluation of particle count distribution results. Both of the ISO standards are cited in the ASTM standard method used by SDMyers. IEC also has a standard method: 60970 – Methods for Counting and Sizing Particles in Insulating Liquids.
IEC has some guidance in standard 60422 – Supervision and Maintenance Guide for Mineral Insulating Oils in Electrical Equipment. There is a table including a description of particle levels encountered in power transformer insulating oil in Annex B (informative). This standard is descriptive of levels found and is not considered guidance for the purpose of recommending maintenance. The source of the values in this standard is CIGRE Brochure 157 – Effect of Particles on Transformer Dielectric Strength. Annex B suggests using ISO 4406 to measure particles and report the results. This standard uses differently sized intervals from those currently used by SDMyers when determining particle count distribution using ASTM D6786. (The interval in the IEC document stated as 5 µm, while the interval in the IEC document stated as 15 µm or greater corresponds to the interval we state as > 14 µm.) In addition, the unit of measurement in the IEC document is particles per 100 mL, whereas the standard unit in the ASTM method is particles per mL.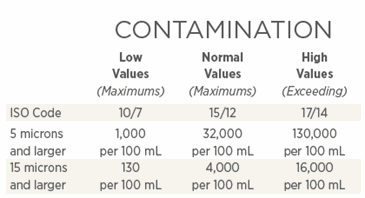
The accompanying "contamination" chart at the right provides descriptions and values derived from information taken from Annex B. (Note that the ISO Code has only two values, and that only values for 5 microns and greater and 15 microns and greater are listed):
Values in between Normal and High are listed as Marginal. Low contamination levels are typically considered to apply to new transformer oil, installed properly in new transformers.
The "contamination" chart at the lower right depicts values SDMyers would consider to be Typical and Acceptable for transformers (adjusting the values from Part 6 in this series for the difference in units and size intervals):
The actual values reported are also noted in Part 6:
 There had been an effort in IEEE to establish some technical guidance for particle count distribution values in new oil, newly installed oil, and in newly energized transformers, but this never materialized. Transformer manufacturers currently have internal guidance for such values, but these have not been subject to the approval process of a consensus standards organization such as IEEE.
There had been an effort in IEEE to establish some technical guidance for particle count distribution values in new oil, newly installed oil, and in newly energized transformers, but this never materialized. Transformer manufacturers currently have internal guidance for such values, but these have not been subject to the approval process of a consensus standards organization such as IEEE.
As with in-service load tap changers, an owner of a new transformer may sometimes need to have a more complete idea about what is causing particle formation than what can be provided by a simple 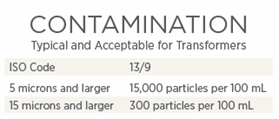 particle Count Distribution analysis. What follows are a couple of cases where particles and filming compounds analysis helped in identifying the underlying cause of some difficulties transformer owners were having.
particle Count Distribution analysis. What follows are a couple of cases where particles and filming compounds analysis helped in identifying the underlying cause of some difficulties transformer owners were having.
The first case involved a remanufactured reactor. Upon installing the newly remanufactured reactor, there were no issues noted with the oil test results either before or one month after energizing the unit. Later, very high Liquid Power Factor values were noted both for the 25°C and the 100°C values. During the latter half of the first year and for the entire second year of service, these values were more erratic than the precision of the test method could account for, but showed a distinct upward trend. Particles and Filming Compounds Analysis indicated increasing particle count distribution values for most size ranges and the presence of non-metallic particles closely resembling varnish particles. The shapes of the particles were unusual and could not immediately be explained.
In working with the owner and with the remanufacturer of the reactor, we were able to identify the particle origin as being a resin that was used during the remanufacture of the equipment and that was being dissolved by the insulating oil, resulting in increased liquid power factor and abnormal particle generation. Based on this identification, a strategy was developed to process the oil in the field to remove the particles and the dissolved resin followed by closer monitoring using oil tests including the Liquid Power Factor and Particles and Filming Compounds Analysis. After the first field project, the liquid power factor had not stabilized and the particle generation continued. After a second field project, the situation had stabilized. Subsequent routine monitoring has indicated that the solution continued to hold after the reactor has been in service for several years since the field processing.
The second case involved several large, new transformers at a power station that was being constructed. Upon installing the new transformers, low D1816 dielectric values were noted in oil testing that was
conducted prior to installation. Also, the manufacturer had recommended maximum values for particle count distribution values in newly installed transformers prior to installation, and these units exceeded those values. Based on the manufacturer’s recommendation, the units were reprocessed, resulting immediately in good D1816 and particle count distribution values. However, these results soon degraded, indicating that there was a probable active condition.
SDMyers expanded the testing to include Particles and Filming Compounds Analysis instead of just Particle Count Distribution, and we added Liquid Power Factor Analysis to the oil monitoring which was recommended by the transformer manufacturer. High and increasing 100°C power factor values were noted in all the transformers, in addition to the low D1816 values and increasing particle count distribution values. Upon sharing the results of the analytical ferrography with the manufacturer, we were able to identify a probable source of increasing numbers of large, non-metallic particles in the solid insulating materials. The owner and manufacturer agreed upon procedures to reprocess and monitor the oil to remove the particles and to identify whether the problem had been rectified or was continuing. After the recommended reprocessing, the transformers were eventually put into service with close monitoring for the first years of service. There have been no continuing issues.
In both of these cases, there were other test results indicating potential problems. The conclusions from the other tests were supported by the Particle Count Distribution Analyses. Characterizing the particles that were being formed by using Particles and Filming Compounds Analysis turned out to be pivotal for eventually solving the problem to the satisfaction of the owners and their suppliers.
CLICK HERE to download a PDF version of this article.
 Please wait while logging in.
Please wait while logging in.