
Hot Oil Cleaning
Technical Briefs Bob RasorWhenever there is excessive oxidation of the oil in a transformer and accelerated aging of the paper insulation, the service recommended most often is hot oil cleaning. This valuable process involves the use of a mobile oil processing unit (a.k.a. vacuum oil processor or “VOP”) or oil reclamation “rig”, with the use of filtering clay such as Fuller’s Earth. The oil is reclaimed in the VOP through the filtering clay, heating and vacuuming, and sub-micron filtration ─ and then returned to the equipment that is being cleaned.
There are three steps in hot oil cleaning:
- Thoroughly cleaning the oil of oxidation products [2].
- Returning the heated, clean oil back to the equipment and performing circulations (i.e., repeating the cycle) [3].
- Monitoring the clay condition with oil testing/monitoring, making sure the process is doing its job [4].
REMOVING THE HARMFUL OXIDATION AGENTS
The harmful agents that are ultimately removed from the oil include acids, alcohols, peroxides, aldehydes, and both dissolved and suspended sludges. This requires an appropriate adsorbent material in the processing rig, such as Fuller’s Earth or activated alumina. Another current, more environmentally-responsible approach is to use a reclaiming technology that reactivates the adsorbent so that it can be reused many times. As part of the hot oil cleaning process, the oil passes through a vacuum chamber and submicron filter. Some of the reclaiming technologies (particularly some of those that do not reactivate the adsorbent) result in an increase in moisture content of the reclaimed oil, so that the increased moisture has to be removed. A typical goal for moisture in the oil is voltage-dependent, but typically requires the oil to always stay under 15 ppm as it leaves the purifier. Responsible equipment operators have instrumentation or test equipment on-site to monitor key oil quality parameters.
RETURNING THE TREATED OIL
The treated clean oil is returned to the equipment at the proper flow rates, quality, and temperature. If the oil is heated to its aniline point (65-80 °C), the hot oil will act as a solvent for its own oxidation decay products. It will not only remove oil oxidation products from the oil, but will also remove sludge deposits from the paper insulation. Complete cleaning of the paper insulation involves recirculating the oil from the equipment through the processing rig and then back to the unit several times. The number of re-circulations or “passes” of the oil needed depends upon how oxidized the oil has become and the time that the equipment has been allowed to operate with this degree of contamination prior to the onset of the cleaning process. Care in the prescribed treatment should also be taken to consider other properties, including the PCB content and oxidation inhibitor content of the oil.
Additionally, to have an effective treatment, the passes must be performed with the clay filtering media still being active – i.e., not “spent”. To assure this, regular testing of the oil’s acid number during processing is needed to know when to change or reactivate the filtering clay.
GETTING THE TERMINOLOGY STRAIGHT
There is considerable confusion among transformer owners and service providers on the terminology used for oil maintenance processes. The use of the term “reclaiming” should be used to describe the process of effecting a chemical change in the oil to remove contamination and oxidation or aging products by use of Fuller’s Earth or another appropriate adsorbent material. This definition is found in IEEE Standard 637 [1]. Using the term “filtering” for this process is incorrect. Filtering and vacuum purification of oil are both methods used to “recondition” the oil, as defined in the same standard. Reconditioning is the removal of moisture, gases, and/or solid materials by mechanical means, but does not remove polar contaminants from the oxidation process. Overseas, particularly in areas where IEC standards are followed, reclaiming is frequently called “regeneration.”
EXTENDING THE LIFE OF A TRANSFORMER
There are three key factors regarding transformer life extension:
- The mechanical strength of the paper insulation decreases as the transformer operates in service. The paper insulation eventually becomes weak enough that it may not be able to withstand the normal stresses of operation. At that point, the insulation and the transformer are considered to be at the end of useful life.
- Clean and dry transformer oil protects the paper insulation from conditions that cause it to age prematurely. Excess oxygen, moisture, and high operating temperatures are all conditions that will cause the paper insulation to break down. The dielectric fluid, properly installed and maintained, reduces the exposure of the paper insulation to oxygen and moisture, and is also an effective heat transfer fluid, allowing the paper insulation to be cooled appropriately during transformer operation.
- As transformer oil ages and oxidizes, various oxidation decay products form, and these polar compounds are aggressive to the paper insulation. As these compounds build up in the insulation, they contribute to the depolymerization of the cellulose that makes up the insulation.
TENSILE STRENGTH VS. OIL OXIDATION IN PAPER INSULATION
Frank M. Clark of General Electric, one of the pioneers in the study of the aging of insulating materials, found a distinct relationship between the acid number of oil and the mechanical strength of paper when the oil/paper system was aged in the laboratory. The following graph shows the relationship that Clark found during this experiment:
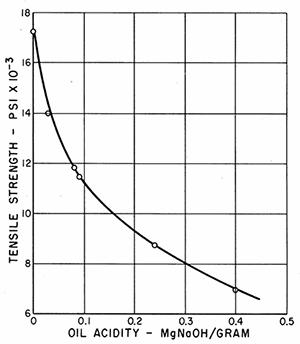
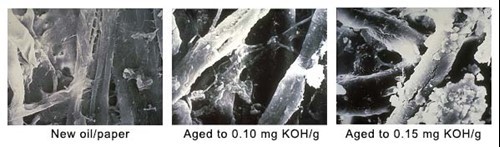
In the graph, note that new paper in new oil had an initial tensile strength of about 17,000 psi. When aged to an acid number of 0.15 mg NaOH/g (equivalent to 0.21 mg KOH/g), the tensile strength decreased to about 10,500 psi, a decrease of nearly 40 percent. In the 1980s, SD Myers performed a similar series of experiments, aging the oil/paper system and examining the paper samples at various stages during the process. Comparing pictures of new paper in new oil to paper where the oil and paper had been aged together to an oil acid number of 0.15 mg KOH/g shows the damage being done to the paper. The following pictures were taken using a scanning electron microscope at 750X magnification. New oil/paper is on the left, moderately aged in the center, and more severely aged on the right.
Oxidation decay products will continue to break down the paper insulation as long as they remain in contact with the paper. Hot oil cleaning, by recirculating clean, hot oil through the windings, removes the oxidation decay products and slows the aging process. Nothing can be done to “fix” the damage that has already been done, but further decrease in the mechanical strength of the paper insulation can be significantly slowed. Hot oil cleaning is an oil maintenance procedure that can actually extend the life of the equipment by extending the insulation life. The critical factor is to address and perform maintenance procedures before the insulation has been damaged, therefore preventing further loss of transformer life.
EFFECT OF OIL MAINTENANCE ON TRANSFORMER LIFE
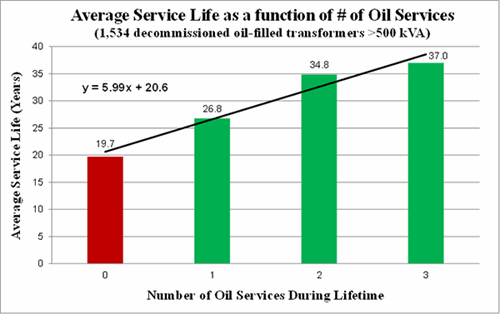
A 2014 CIGRE paper authored by SD Myers technical staff [5] studied the effect of oil maintenance on the life of over 1,500 transformers. Services including hot oil cleaning, restoring oxidation inhibitor, and moisture reduction showed about a six year extension in life, on average, each time service was performed.
REFERENCES
- IEEE Guide For the Reclamation of Insulating Oil and Criteria for Its Use, IEEE Std. 637-1985, 1985.
- IEEE Guide for Loading Mineral-Oil-Immersed Transformers and Step-Voltage Regulators, IEEE Std. C57.91-2011, March 2012.
- M. Horning, J. Kelly, S. Myers, and R. Stebbins, Transformer Maintenance Guide, 3rd ed., Tallmadge: Transformer Maintenance Institute, 2004, pp. 53-71.
- F. M. Clark, Insulating Materials for Design and Engineering Practice, New York: John Wiley and Sons, Inc., 1962, p. 283.
- R. Rasor, D. Roberts, and A. Shkolnik, “Transformer Reliability – A Statistical Look,” CIGRE Canada Conference, September 2014.
 Please wait while logging in.
Please wait while logging in.